

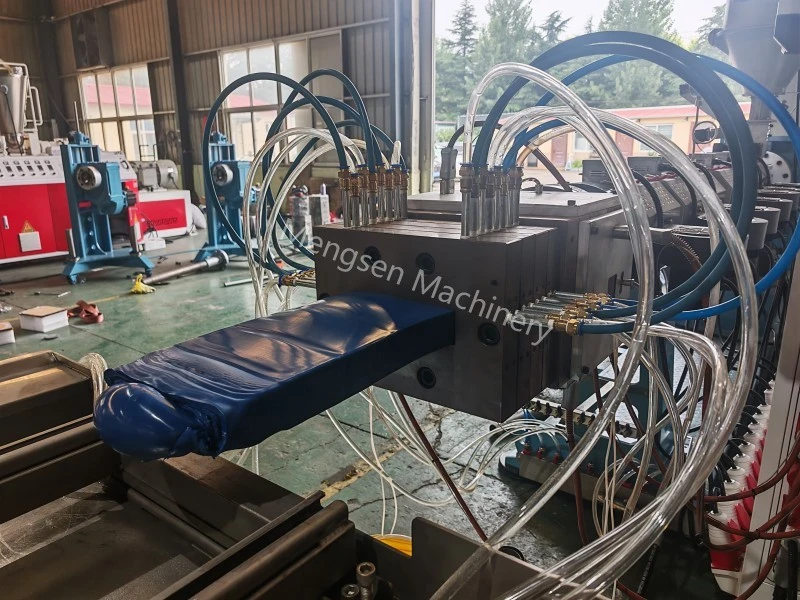
Linia do wytłaczania tarcicy z tworzyw sztucznych do paneli o grubości 50 mm
Yongte przeprowadza wstępną próbę linii do wytłaczania tarcicy z tworzyw sztucznych do grubych paneli o wymiarach 200 x 50 mm, optymalizuje sekcję formowania matrycowego w celu rozwiązania problemów z deformacją
1. Przegląd wstępnej produkcji próbnej sprzętu
Niedawno firma Yongte pomyślnie zakończyła inauguracyjną produkcję próbną swojej zaawansowanej linii do wytłaczania tarcicy z tworzyw sztucznych, której celem jest przetwarzanie litych paneli z tworzywa sztucznego o wymiarach 200 x 50 mm. Zgodnie z koncepcją recyklingu zasobów i ekologicznej produkcji, w tej próbie jako surowiec wykorzystano odpady tworzyw sztucznych pochodzące z recyklingu, weryfikując zdolność przystosowania sprzętu do odpadów z tworzyw sztucznych oraz wykonalność masowej produkcji grubowarstwowej tarcicy z tworzyw sztucznych.

2. Doskonała wydajność plastyfikacji materiałów pochodzących z recyklingu
Podczas pierwszego uruchomienia wysokoobrotowa wytłaczarka zapewniła wyjątkową wydajność plastyfikacji w stanie stopionym. Pod precyzyjną kontrolą parametrów wytłaczania skrawki tworzyw sztucznych z recyklingu zostały całkowicie stopione i homogenizowane, przy czym stopiony materiał wykazywał jednolitą teksturę, dobrą płynność i stabilny ogólny efekt plastyfikujący. Doskonała jakość plastyfikacji stanowi solidny fundament dla stabilnej produkcji wysokowydajnych paneli z tworzyw sztucznych pochodzących z recyklingu i potwierdza wyjątkową zdolność przetwarzania materiałów przez urządzenia do wytłaczania Yongte do odpadów surowców z tworzyw sztucznych.

3. Analiza wad wybrzuszeń i deformacji paneli
Niemniej jednak na etapie formowania ultragrubych paneli litych pojawiły się ukierunkowane wyzwania techniczne. Ze względu na znaczną grubość gotowego produktu wynoszącą 50 mm, podczas procesu chłodzenia i kształtowania występuje wyraźny gradient temperatury pomiędzy powierzchnią a warstwą rdzenia panelu. Powierzchnia grubego panelu szybko się stygnie i twardnieje, natomiast wewnętrzny materiał rdzenia dłużej utrzymuje wysoką temperaturę i ulega ciągłemu skurczowi termicznemu podczas późniejszego naturalnego chłodzenia. Nierówna prędkość chłodzenia i skurczu pomiędzy warstwą zewnętrzną i wewnętrzną powoduje niezrównoważone naprężenia wewnętrzne, co ostatecznie skutkuje wybrzuszeniem w środku i lokalnym odkształceniem panelu o grubości 200 x 50 mm, co wpływa na płaskość i dokładność wymiarową produktu końcowego.

4. Rozwiązania optymalizacyjne sekcji formowania matrycowego
Na podstawie dogłębnej analizy danych z prób i warunków produkcji na miejscu zespół techniczny Yongte potwierdził, że podstawowe rozwiązanie skupia się na optymalizacji strukturalnej sekcji formowania matrycowego. Mając na celu rozwiązanie problemów związanych z niezrównoważonym przepływem stopu i nierównym kształtowaniem chłodzenia w przypadku ultragrubych płyt, zespół przeprowadzi ukierunkowane ulepszenia struktury kanału przepływowego matrycy, systemu dystrybucji przepływu i układu chłodzenia. Optymalizując opór przepływu stopu w sekcji formującej, równoważąc prędkość podawania materiału w środkowym i krawędziowym obszarze matrycy oraz dopasowując się do stopniowanej i jednolitej konstrukcji chłodzenia, koncentracja naprężeń wewnętrznych w grubych panelach zostanie skutecznie wyeliminowana. Optymalizacja ta zsynchronizuje prędkość chłodzenia i kształtowania powierzchni i warstwy rdzenia produktu, zasadniczo rozwiąże defekt deformacji środkowego wybrzuszenia ultragrubych paneli litych o grubości 50 mm oraz poprawi ogólną stabilność wymiarową i płaskość gotowych produktów.
5. Podsumowanie przebiegu próbnego i plan dalszego rozwoju
Ta wstępna seria próbna w pełni zweryfikowała wyższość uplastyczniającą sprzętu i ujawniła kluczowe punkty ulepszeń w zakresie formowania produktów grubych, gromadząc cenne praktyczne doświadczenie w formalnej masowej produkcji wysokiej jakości litego drewna z tworzyw sztucznych. W następnym etapie Yongte przyspieszy zakończenie optymalizacji sekcji formowania matrycowego i weryfikację wtórnego rozruchu, będzie stale udoskonalać parametry procesu wytłaczania i będzie dążyć do osiągnięcia stabilnej, precyzyjnej i wysokowydajnej produkcji paneli z tworzyw sztucznych pochodzących z recyklingu o dużej grubości, umożliwiając recykling o wysokiej wartości i przemysłowe zastosowanie odpadów tworzyw sztucznych.

Powiązane wiadomości
- Yongte kompletuje linię do wytłaczania ościeżnic drzwiowych z litej pianki WPC dla klienta z Indii
- Czy maszyna do tarcicy z tworzywa sztucznego Yongte może produkować tarcicę z tworzywa sztucznego o różnych kształtach i rozmiarach?
- Parametry referencyjne linii do wytłaczania drzwi WPC
- Jak rozwiązać problem przypalania materiału podczas procesu wytłaczania drzwi WPC?
- Próba odbiorcza linii produkcyjnej rur przesiąkających gumę dla klienta indyjskiego
- Yongte kończy fabryczny test akceptacji niestandardowej wytłaczarki dwuślimakowej do recyklingu tworzyw sztucznych dla klienta z Afryki
Zostaw mi wiadomość











