

Rozwiązanie techniczne rozwiązania problemu niezrównoważonej prędkości wytłaczania linii do wytłaczania profili z tworzywa sztucznego z czterema wnękami
Rozwiązanie techniczne rozwiązania problemu niezrównoważonej prędkości wytłaczania linii do wytłaczania profili z tworzywa sztucznego z czterema wnękami
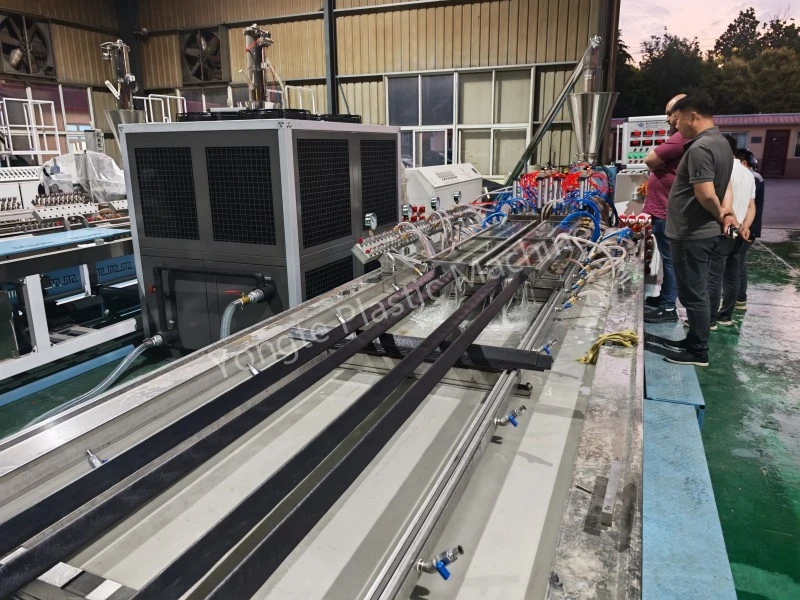
W procesie wytłaczania profili z tworzywa sztucznego z czterema wnękami częstym problemem technicznym jest niezrównoważona prędkość wytłaczania pomiędzy czterema wnękami. Ten problem bezpośrednio spowoduje niespójną dokładność wymiarową produktu, nierówną grubość ścianek, wadliwe profile i zmniejszoną wydajność produkcyjną, poważnie ograniczając stabilność i wydajność produkcji masowej. W oparciu o rzeczywiste materiały produkcyjne i specyfikacje produktów klientów zespół inżynierów Yongte opracował ukierunkowany, profesjonalny, zoptymalizowany schemat projektowania matryc i systemów wsporczych, aby dokładnie rozwiązać problem niespójnej prędkości roboczej profili z czterema wnękami, realizując wysoce precyzyjną, stabilną i synchroniczną produkcję linii do wytłaczania z czterema wnękami.
1. Tło problemów technicznych
Tradycyjne zintegrowane matryce do wytłaczania z czterema wnękami przyjmują integralną strukturę kontroli ogrzewania i przepływu. Pod wpływem takich czynników, jak nierównomierny rozkład płynięcia stopu, odchylenie temperatury lokalnych obszarów matrycy i błędy montażu procesowego, prędkość wytłaczania czterech wnęk jest podatna na niespójność podczas ciągłej produkcji. Odchylenie prędkości pomiędzy wnękami doprowadzi do różnic w szybkości formowania profilu i skurczu chłodzącego, powodując wady jakości partii, takie jak wypaczenie, deformacja, rozmiar poza tolerancją i nierówna płaskość powierzchni gotowych produktów, które nie mogą spełnić wysokich standardów produkcyjnych wymagań profili z tworzyw sztucznych.
2. Profesjonalnie zoptymalizowany schemat projektowania
W połączeniu z charakterystyką surowców klienta, parametrami struktury produktu i warunkami produkcji na miejscu, inżynierowie Yongte przeprowadzili ukierunkowany, dostosowany projekt konstrukcji matrycy, kontroli przepływu, cięcia trakcyjnego i pomocniczego systemu przenośnikowego, uwzględniając szczegółowe rozwiązania techniczne w następujący sposób:
2.1 Konstrukcja korpusu podwójnej matrycy z niezależną regulacją temperatury
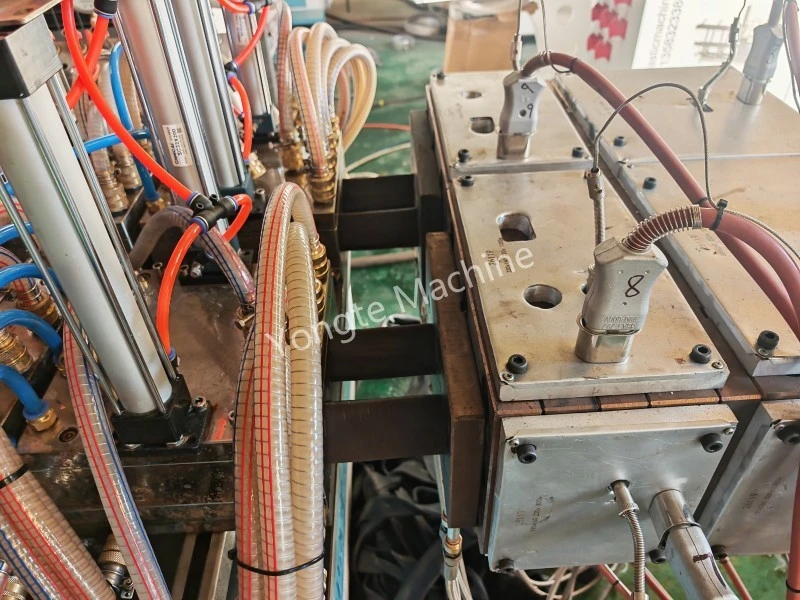
Oryginalny, integralny korpus matrycy z czterema wgłębieniami jest zoptymalizowany pod kątem apodwójna niezależna struktura korpusu matrycy, przy czym każdy korpus matrycy jest wyposażony w dwie wnęki wytłaczające. Dwa zestawy korpusów matryc są całkowicie niezależne pod względem konstrukcji i systemu kontroli temperatury. Każdy korpus matrycy jest skonfigurowany z niezależnym modułem grzewczym i jednostką kontroli temperatury, która może realizować oddzielną precyzyjną regulację temperatury i stałą kontrolę temperatury. Konstrukcja ta skutecznie rozwiązuje problem niespójnej płynności stopu spowodowanej odchyleniem temperatury integralnej matrycy, stabilizuje stan topnienia tworzywa sztucznego każdej wnęki ze źródła i eliminuje podstawową przyczynę różnicy prędkości pomiędzy różnymi korpusami matrycy.

2.2 Niezależny mechanizm regulacji przepływu dla pojedynczego korpusu matrycy
Każdy niezależny korpus matrycy jest wyposażony w specjalną nakrętkę regulującą przepływ. W przypadku odchyleń prędkości dwóch wnęk wewnątrz tego samego pojedynczego korpusu matrycy spowodowanych niewielkimi różnicami przepływu i błędami montażu, precyzyjną regulację można przeprowadzić w trybie on-line za pomocą nakrętki regulacji przepływu. Dzięki precyzyjnej regulacji przepływu podawania stopu w pojedynczej wnęce, prędkość wytłaczania dwóch wnęk w tym samym korpusie matrycy może być całkowicie zsynchronizowana, realizując kalibrację prędkości wnęki na poziomie mikro i zapewniając jednorodność wydajności wytłaczania i prędkość formowania każdej wnęki w tej samej grupie.
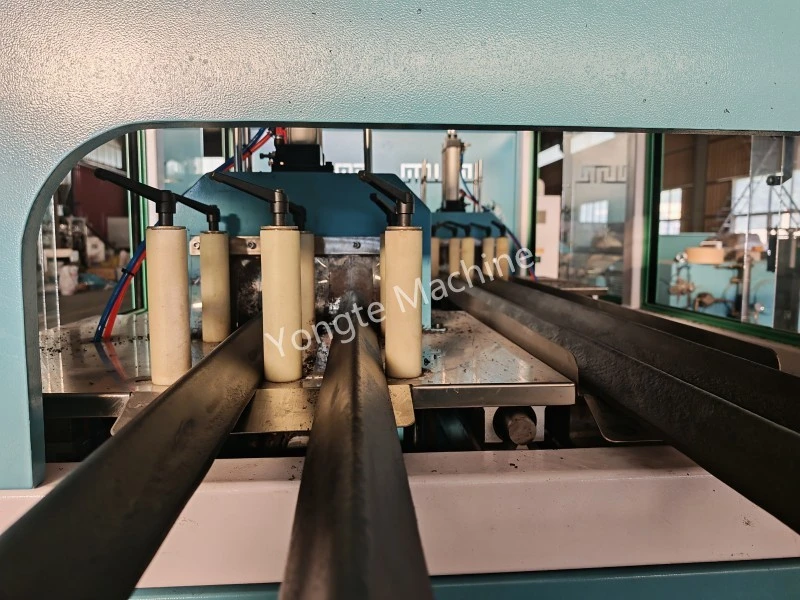
2.3 Podwójny niezależny system kontroli prędkości trakcji
Podwójne zestawy niezależnych systemów trakcyjnych są skonfigurowane tak, aby pasowały do podwójnego korpusu matrycy i układu wnęk z podwójną grupą. W odróżnieniu od tradycyjnego trybu pojedynczej trakcji napędzającego jednocześnie cztery wnęki, dwa zestawy urządzeń trakcyjnych działają niezależnie z oddzielnymi programami kontroli prędkości. System może niezależnie regulować prędkość trakcji dwóch grup profili dwugniazdowych w zależności od rzeczywistej prędkości wytłaczania dwóch korpusów matryc, realizując dynamiczne dopasowanie prędkości wytłaczania i prędkości trakcji, unikając rozciągania profilu, kurczenia się i odchyleń wymiarowych spowodowanych trakcją asynchroniczną, a ponadto zapewniając ogólną spójność prędkości czterech wnęk.

2.4 Niezależny system cięcia o stałej długości
Odpowiednio do dwugrupowej struktury wytłaczania i trakcji, dwa zestawy niezależnych systemów cięcia są wyposażone w oddzielne operacje cięcia o stałej długości. Każdy system cięcia niezależnie śledzi i dopasowuje prędkość pracy i skok podawania odpowiedniej grupy profili. Niezależny tryb kontroli cięcia eliminuje błędy cięcia i niespójności długości spowodowane ujednoliconym cięciem profili przy niewielkich różnicach prędkości, zapewnia dokładność cięcia o stałej długości każdego profilu wnęki i poprawia stopień kwalifikacji produktu.
2.5 Dopasowany automatyczny system transportu i układania
Skonfigurowano dwa zestawy niezależnych regałów do transportu i układania, które są precyzyjnie dopasowane do podwójnych systemów cięcia. Po zakończeniu cięcia na stałą długość za pomocą sprzętu tnącego, urządzenia transportujące i układające automatycznie kończą prace związane z przyjmowaniem, transportowaniem i układaniem materiału odpowiedniej grupy profili. Synchroniczne i niezależne działanie systemu transportowego pozwala uniknąć gromadzenia się materiału, wytłaczania i zamieszania w transporcie spowodowanego asynchroniczną prędkością różnych profili wnęk, zapewnia płynną i ciągłą pracę całej linii produkcyjnej oraz realizuje zautomatyzowaną i uporządkowaną produkcję.

3. Zalety techniczne i efekty produkcyjne
Dzięki powyższemu, systematycznemu, dostosowanemu projektowi, problem niespójnej prędkości wytłaczania z czterema wnękami w produkcji profili z tworzyw sztucznych został całkowicie rozwiązany. Niezależna kontrola temperatury przy użyciu dwóch matryc + precyzyjna regulacja przepływu w jednej grupie + podwójny niezależny system trakcji i cięcia tworzą kompleksowy system kalibracji prędkości i synchronicznego sterowania. Schemat ma następujące istotne zalety: po pierwsze, realizuje kontrolę źródła przepływu i temperatury stopu oraz eliminuje początkową różnicę prędkości wytłaczania; po drugie, realizuje dynamiczną, precyzyjną regulację prędkości w procesie produkcyjnym, aby zapewnić długoterminową synchroniczną pracę czterech wnęk; po trzecie, dopasowany zautomatyzowany system pomocniczy poprawia stabilność produkcji i spójność gotowych produktów.
Po weryfikacji produkcji na miejscu, ta zoptymalizowana konstrukcja skutecznie zmniejsza tolerancję wymiarową i współczynnik wad formowania profili czterogniazdowych, poprawia ogólną stabilność produkcji i wydajność produkcji linii do wytłaczania oraz nadaje się do długoterminowej i standaryzowanej produkcji na dużą skalę różnych profili z tworzyw sztucznych.

Powiązane wiadomości
- Dostawa linii produkcyjnej profili z tworzywa sztucznego z 4 wnękami do Jordanii po pomyślnym uruchomieniu
- Profesjonalne rozwiązania w przypadku żółknięcia, smug i pęknięć spowodowanych kruchością powierzchni drzwi z kompozytu drewna i tworzywa sztucznego
- Maszyna do wytłaczania profili z tworzywa sztucznego z 4 wnękami z recyklingu. Osiągnij dużą prędkość 8 metrów na minutę
- Rozwiązanie problemów produkcyjnych wytłaczarki WPC
- Jakiego materiału można użyć w maszynie Yongte WPC?
- Linia produkcyjna do recyklingu odpadów tekstylnych została pomyślnie przetestowana
Zostaw mi wiadomość











